重 量:120Kg
四、各部调节的方法
ALG型
安瓿瓶灌装封口机适用于1或2毫升两种规格之安瓿使用,因此,在规格互换时,必用依照下了步骤进行调节,方得顺利生产。
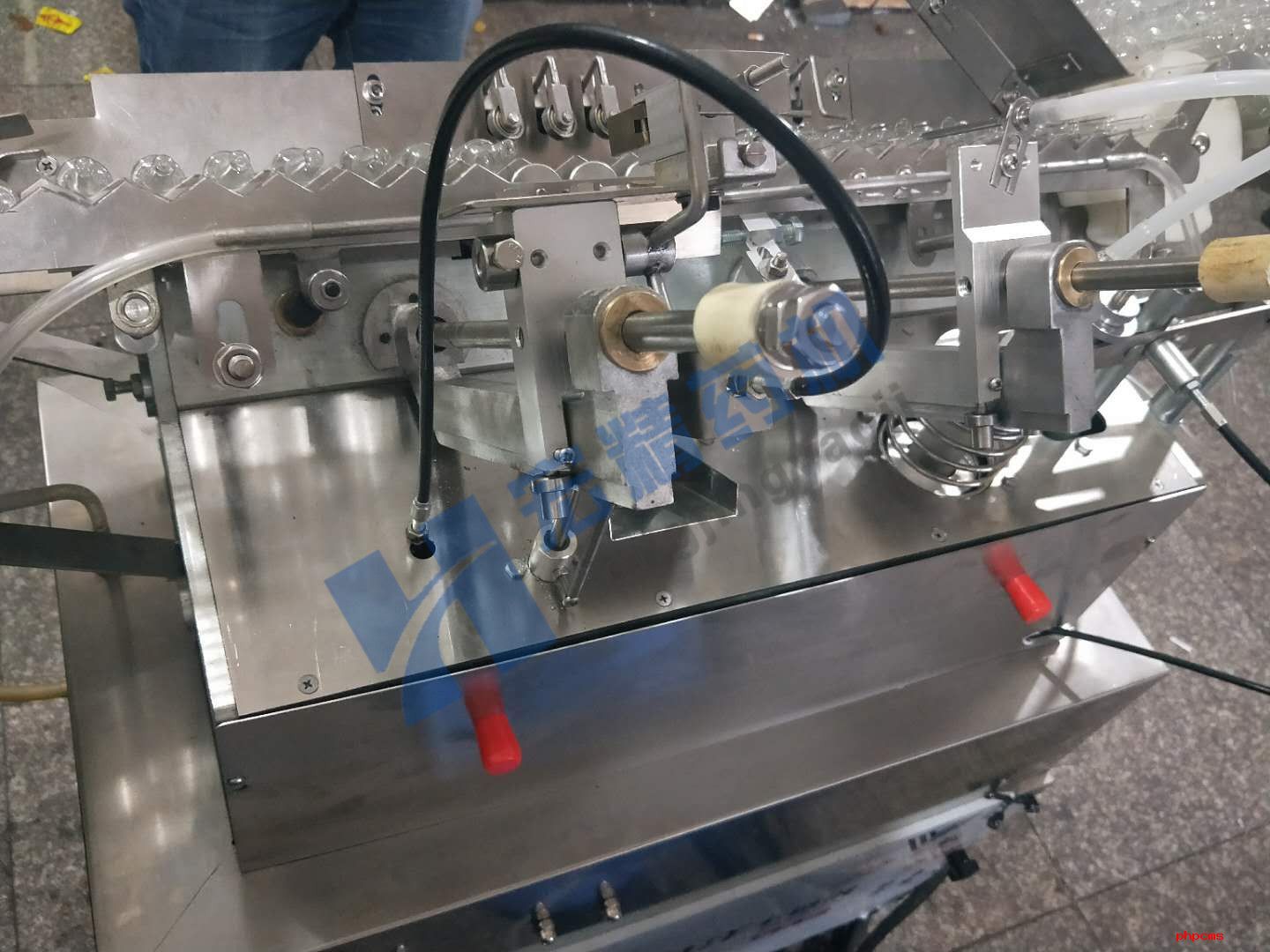
(一)进料斗的调节
在生产过程中,1或2毫升规格调换时,进料斗略需调节(见图一),就可通用,但与其相关零件须略作调节。
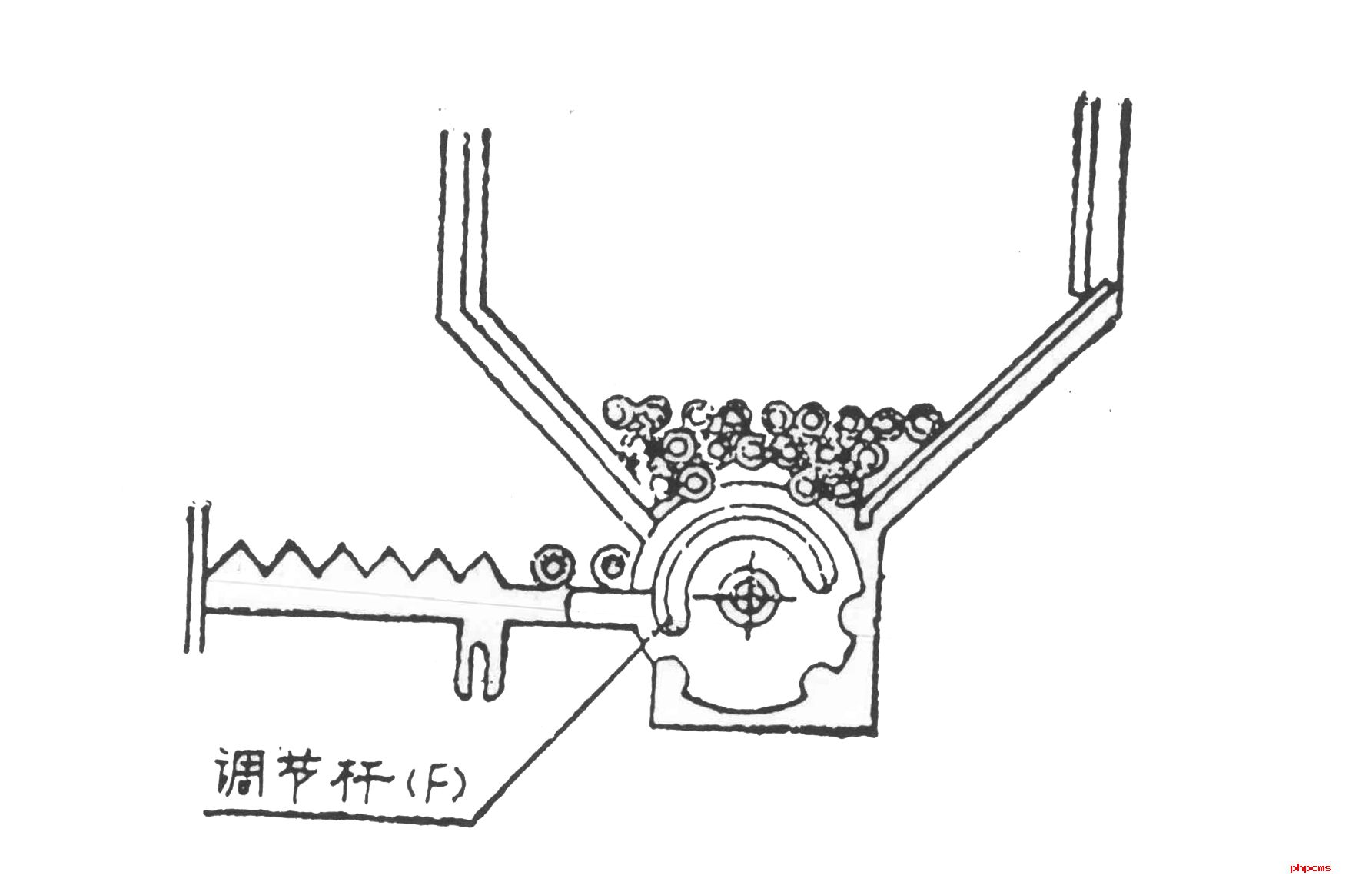
图一
“E”为调节齿共有二件,“F”为调节杆一件,其作用是使进瓶转盘连续送出的二只安瓿分开。以便于转动齿板搬送安瓿。当规格调换时,调节齿应作如下调整:
当安瓿从进瓶转盘被送到定位齿板上时,安瓿的瓶身应该刚好接触到装到下定位齿板上的调节齿(见图一a),而安瓿的瓶颈刚好解除到装在上定位齿板上的调节齿(见图一b)调节齿有长槽可作左右移动,2ml时向左移,1ml时向右移。“F”调节杆,调节至瓶颈不向下倾倒,并顺利通过,调节齿“E”,调节到连续输送安瓿,能正常运转。
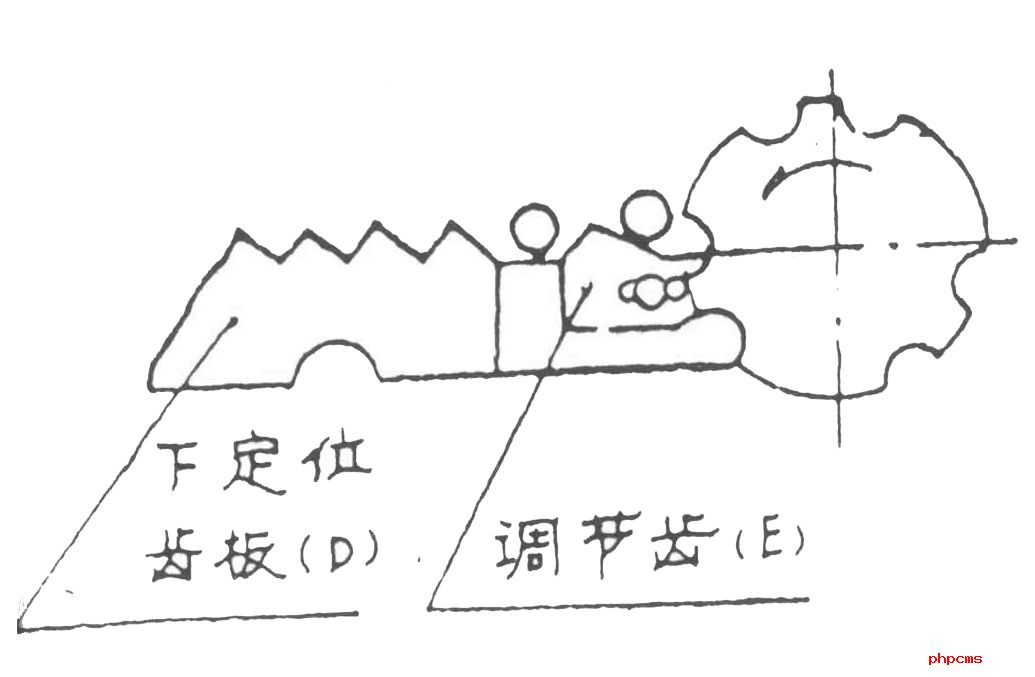
图一a
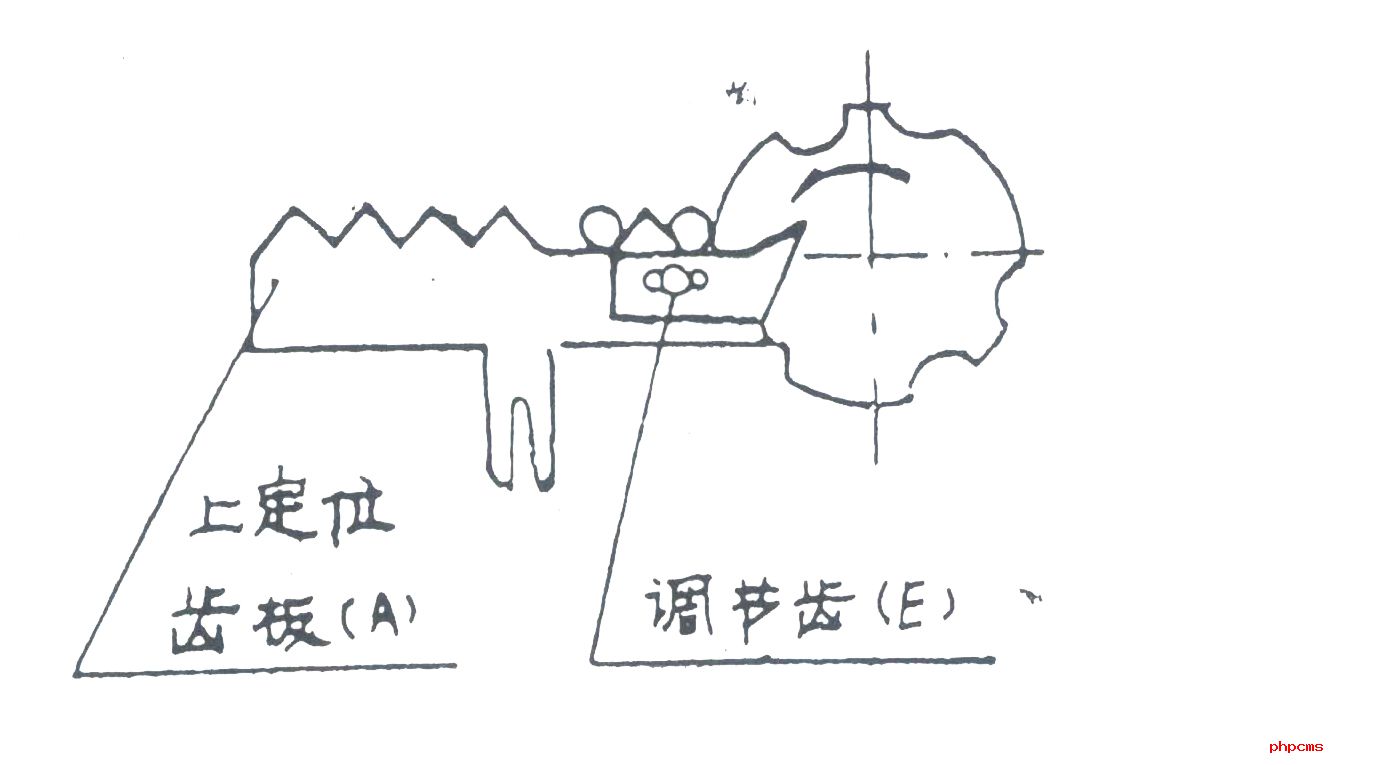
图一b
(二)传动齿板的调节:
当安瓿规格互换时,须将A、B、C三齿板进行调节,否则会影响安瓿之搬动,其调节步骤如下:(见图二)
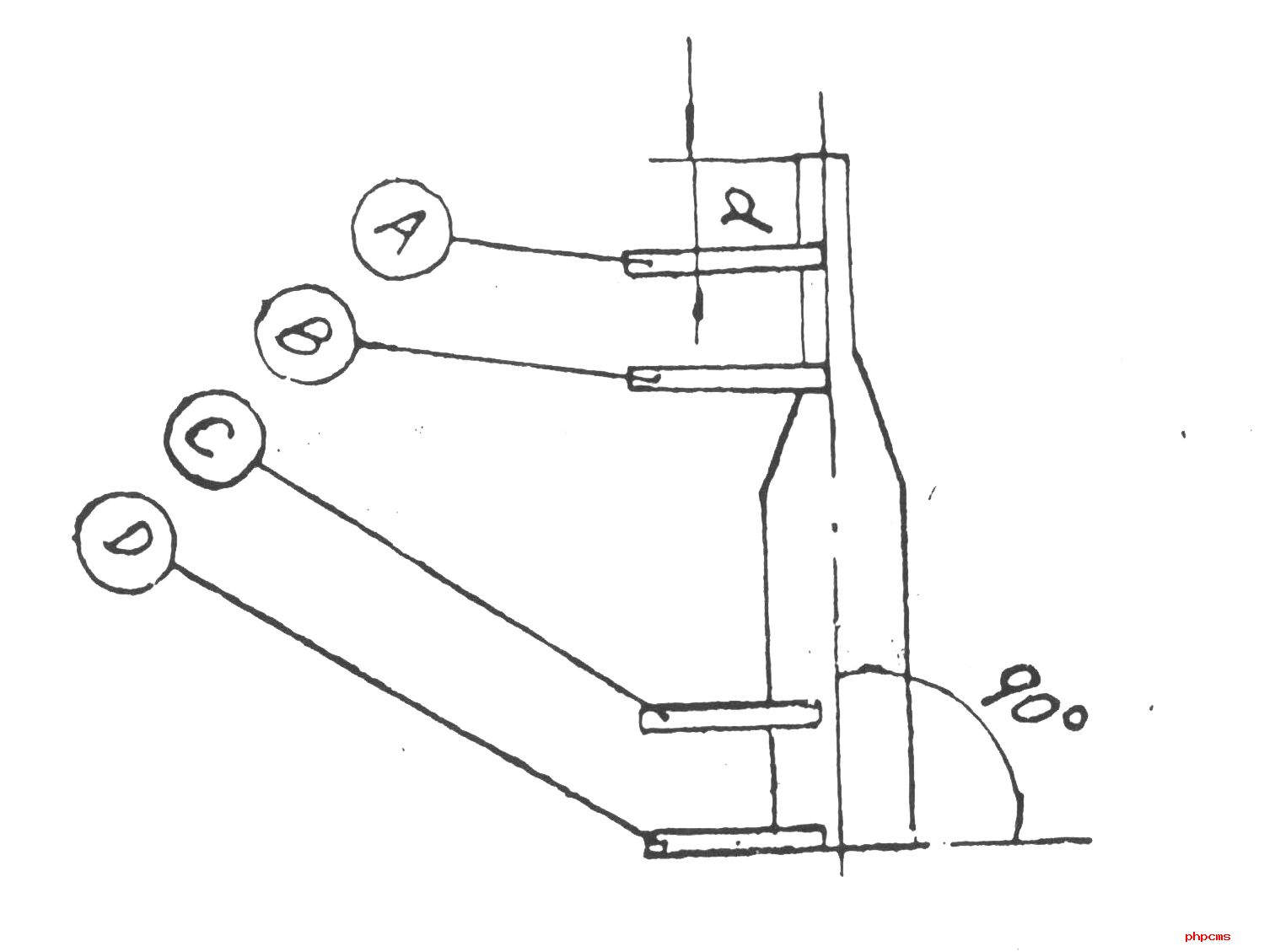
图二
1.将摇手柄转动,使进瓶转哦按送出空安瓿二只,察看空安瓿与A、B、C与两固定齿板是否有磨擦及空隙太大的现象,调整A、D齿板刚刚与安瓿接触,继续转动手柄,使安瓿搁在齿档上,然后观察安瓿与固定齿板D是否成90°,则再调整A固定齿板之高低,使安瓿颈部露出齿面之尺寸:
a=10~13mm
2、继续转动手柄,察看B、C两转动齿板是否能同时搬动安瓿,若有误差、则调节B转动齿板的高低,以达到此目的。
(三)针头组的调节:
针头组的作用就是使界滴打出来的药水及时地输送到每一只安瓿内。因此,针头在进入安瓿时补习时机适当,又必须不磨擦装瓿口,为了达到此目的,可以按照下列步骤调节:
1、用摇手柄摇转主轴,其针头架之针头上下移动的时机应该是:
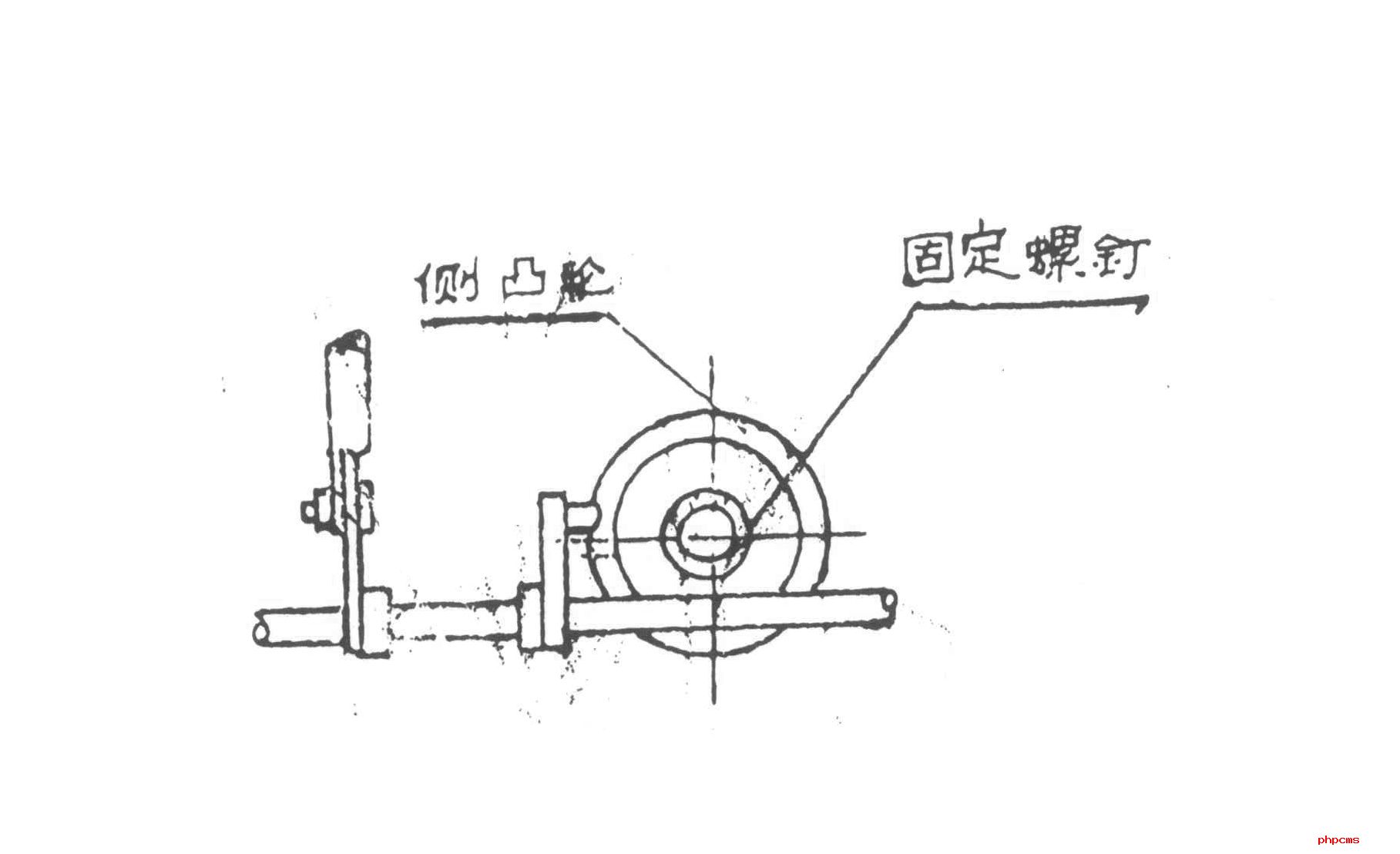
当安瓿刚各道灌注药液这档齿时,针头应开始插入安瓿口,当药液灌注号,针头应在安瓿搬动前全部退至安瓿口外,发现针头上下动作配合不够正确。当时,可以松开侧凸轮的固定螺钉,顺转或倒转侧凸轮,使其动作适合上诉要求。(见图三)
图三
2、为了使针头进入安瓿时不与安瓿口磨擦,可以利用针头调节片调节,使针头对准安瓿之中心线,其调节步骤如下:
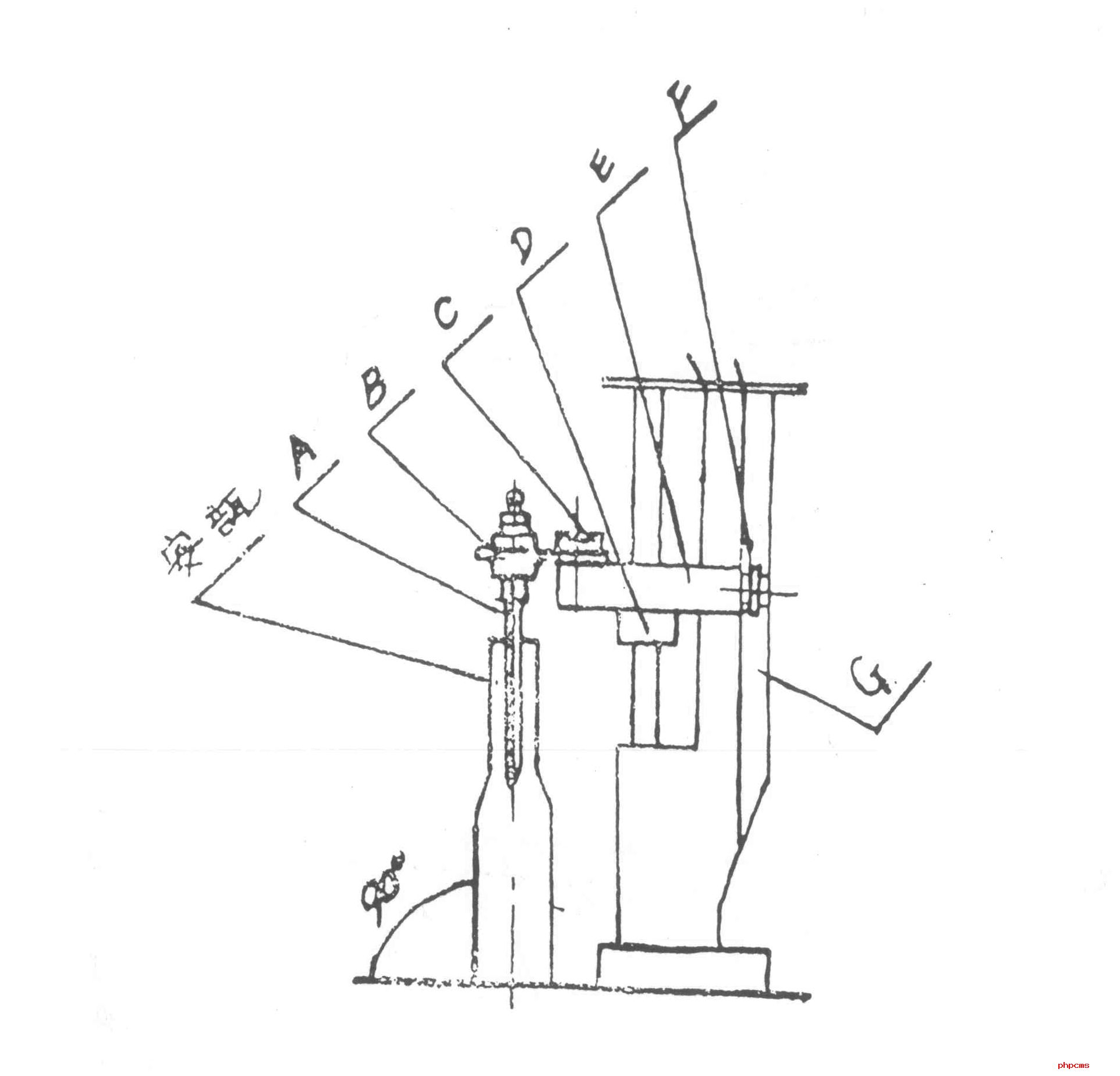
(1)先用摇手柄将主轴转动,使针头架E带动针头A移至最下面位置,然后取空安瓿二只,放至灌注药液这档齿上,然后松开针头调节片的固定螺钉C秒动调节B。使针头A对准安瓿的中心,这样针头就不致在进入安瓿时碰着口壁。(见图四)
(2)然后再松开针架固定螺钉D,使针头A之尖端在灌注时停留位置固定在安瓿喇叭口处,这样当药水流出时,可以沿着安瓿壁流下,不会使药水溅在安瓿颈上。
(3)调节F微型轴承,使间隙与针头座G两侧面间隙适宜,能自由上下滑动,针架E无松动现象,使针头A永远处于中心状态运转。
经过以上的调节以后,必须用摇手柄多转几圈,察看这部件工作情形,但必须注意,每当动过任何一紧定螺钉后,一定要在调整后紧牢,否则,会影响机器的正常运转。
(四)药液装置的调节
调节药液装置大小的方法有两种:(见图五)
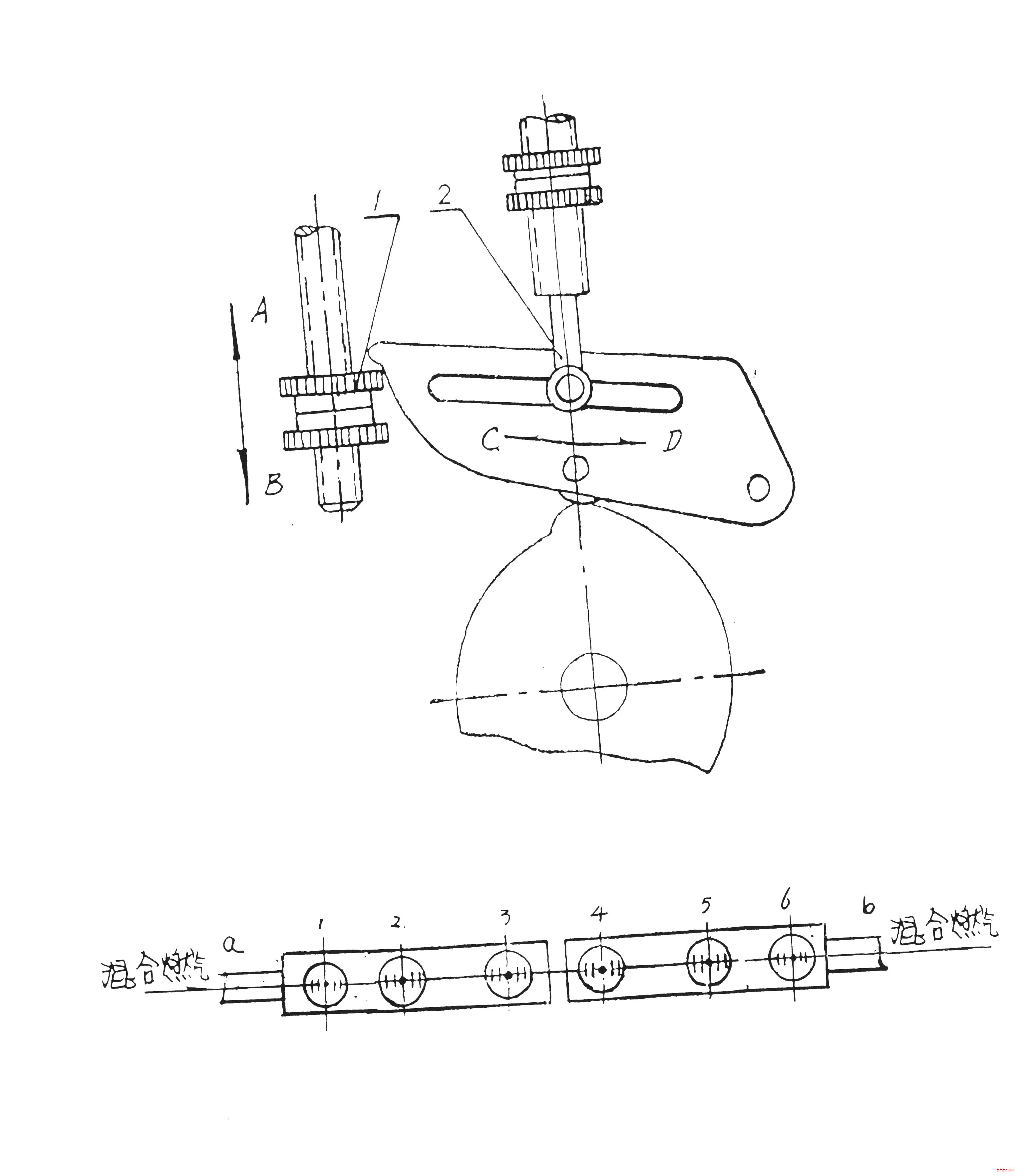
1、用调节螺帽①进行调节装置;
松开调节螺帽①移至A方向,则装置增加,移至B方向则装置减少。
利用调节螺帽①调节装置时,装置额化较小。
当装上玻璃泵浦后,一定要防止玻璃泵浦的内简活动距离太大,顶床外简,因此,在装泵浦时,不经将整个泵浦装得太靠上。亦即玻璃泵浦底部应留有间隙,间隙高度不低于15毫米。
2、用杠杆②进行调节装置:
松开杠杆②之固定螺钉,将杠杆移至C方向则装置增加,若将杠杆移至D方向则装置减少。
利用杠杆②调节装置时,装量变化较大。
图四
五)燃气头的调节
?拉丝液机封口所有之燃气为煤气加氧气在封口时只须将煤气和氧气在混合气中混合,即可进行燃烧。
拉丝封口是否光滑严密,与火焰之大小,燃气头位置高低及安瓿转动是否均匀有关,为了使安瓿封口严密,必须:
1、(1)煤气和氧气火焰大小调节:
燃气火头架按装在固定柱上,可上校前后调节和固定,将贮气罐中煤气和氧气分别由2组针形和控制其火头大小,送至混合器中相互进行充分混合后,再分别有一组进入火头a(予热火头),另一组进火头b(拉丝火头),见图六。请注意:火焰气体混合时,先开燃气,点燃后,再一点点打开氧气开关,徐徐加氧混合,切勿过量,避免回火,生产结束,应先关闭氧气开关,然后再关闭燃气开关。
图六
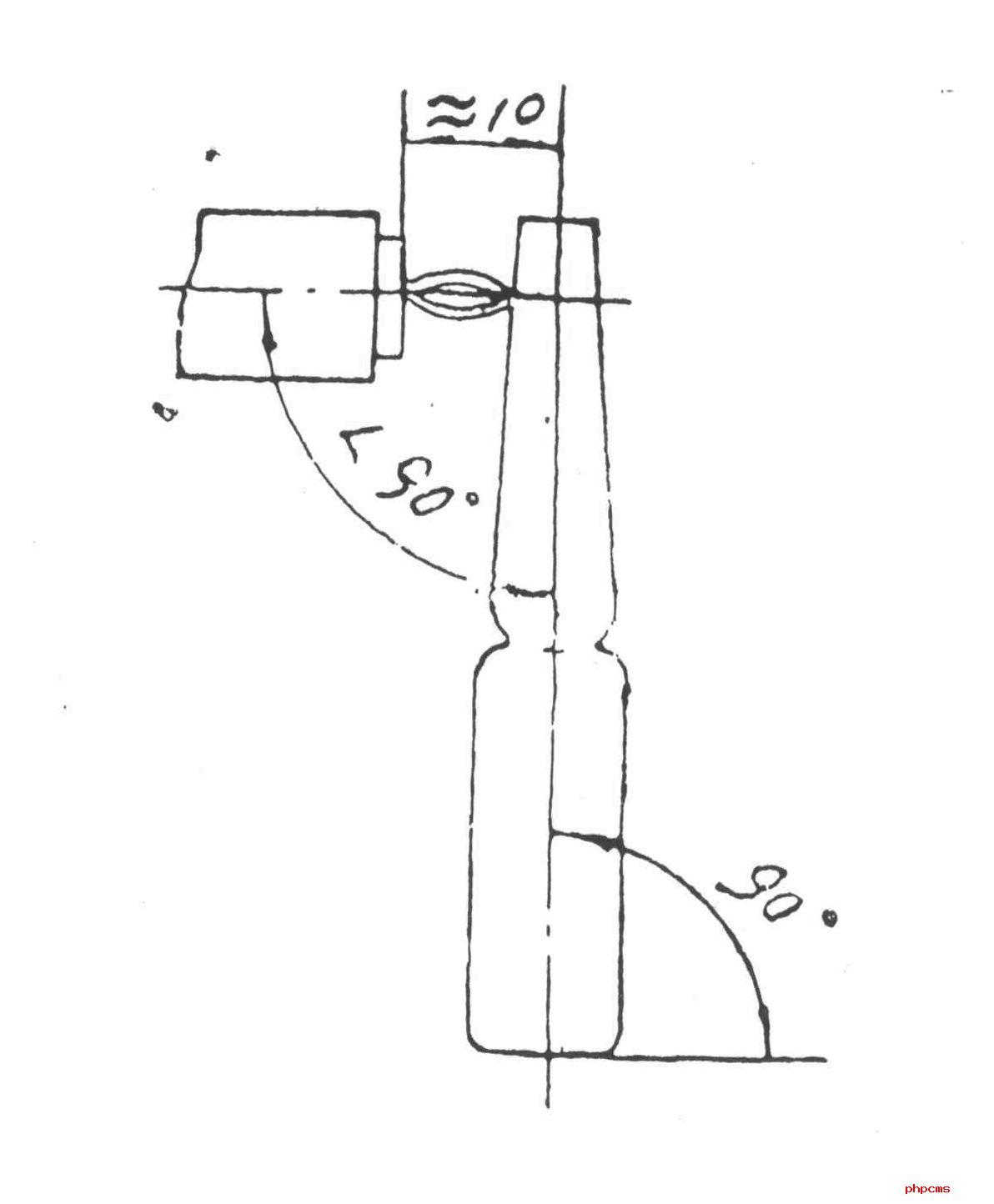
(2)火头与安瓿位置,约在10毫米之间较适宜。图七,予热火头a(1、2),调节安瓿瓶颈段为微红,再经拉丝火头b(3、4)熔式即可拉丝封口。拉丝封口好坏,对装置调节和火头调节有关连,要细心调节到一定火焰,才能进行正常运转。在运转中,经常注意火头变化,随时进行调整。
图七
(1)火头与安瓿位置,约在25毫米之间较适宜,图九。予热火头a(1、2),调节到安瓿瓶颈段全红,再经拉丝火头b(3、4)熔化过程中,拉丝封口。若有火头差异可微调节C,进行修正,拉丝好坏,对装置调节和火头调节有关连,要细心调节到一定火焰。才能进行正常运转。
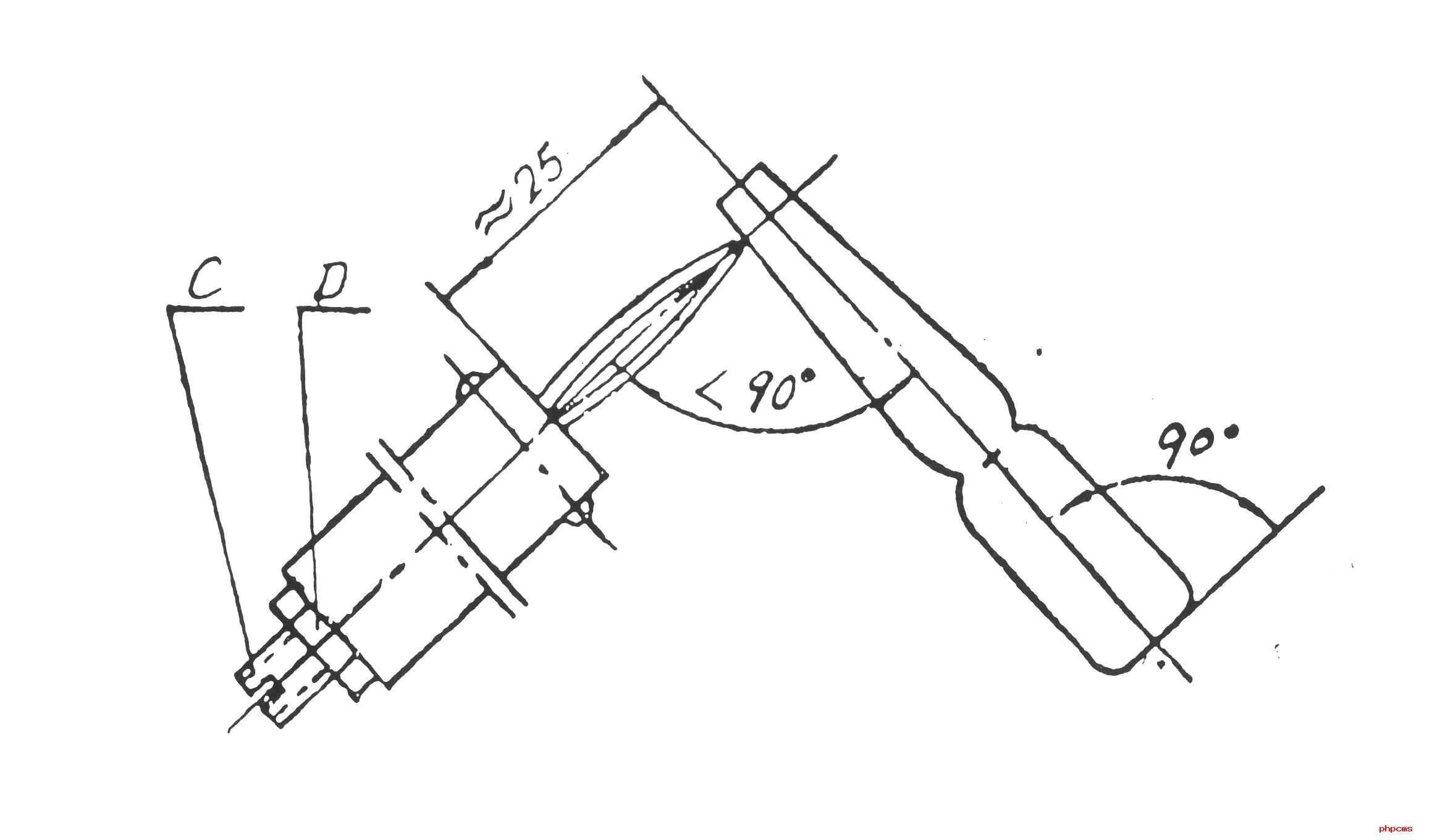
图九
3、煤气和氧气火头传动装置调节
(1)工作原理:煤气和氧气火头传动装置。传动、由凸轮6、传至杠杆7,由调节螺杆1向上顶升,传到顶升棒3。顶动火头联杆2、带动火头1.作间歇运动。
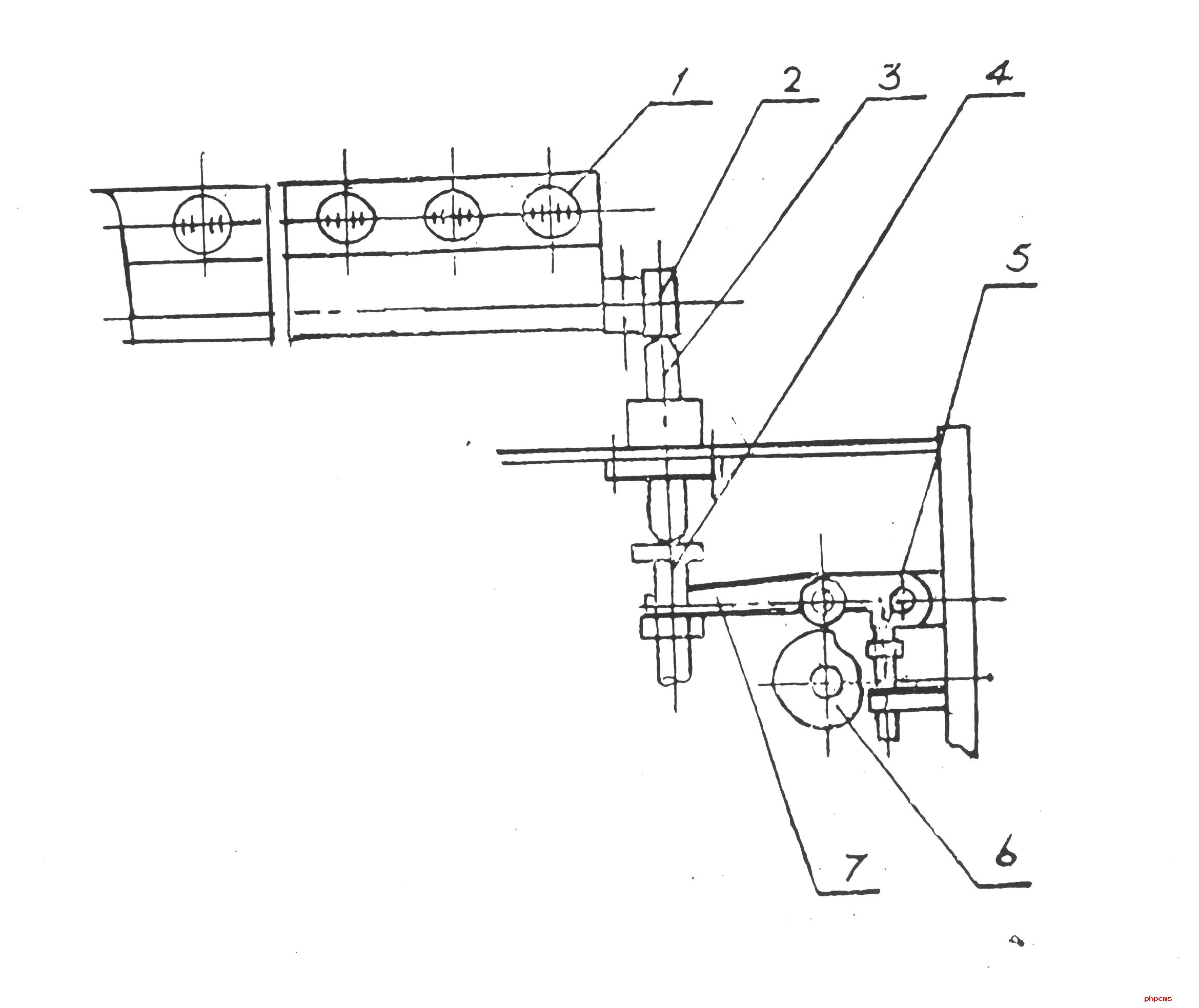
图十
(2)调节方法:所有定位时间配合,需调节凸轮6。上、下抬动升降距离由螺杆4来调节,固定定位,只需调节压杆5,就能获得所需配合动作,需细调至无泡头,拖丝等现象产生。即能配合正常运转。(见图十一)
图十二
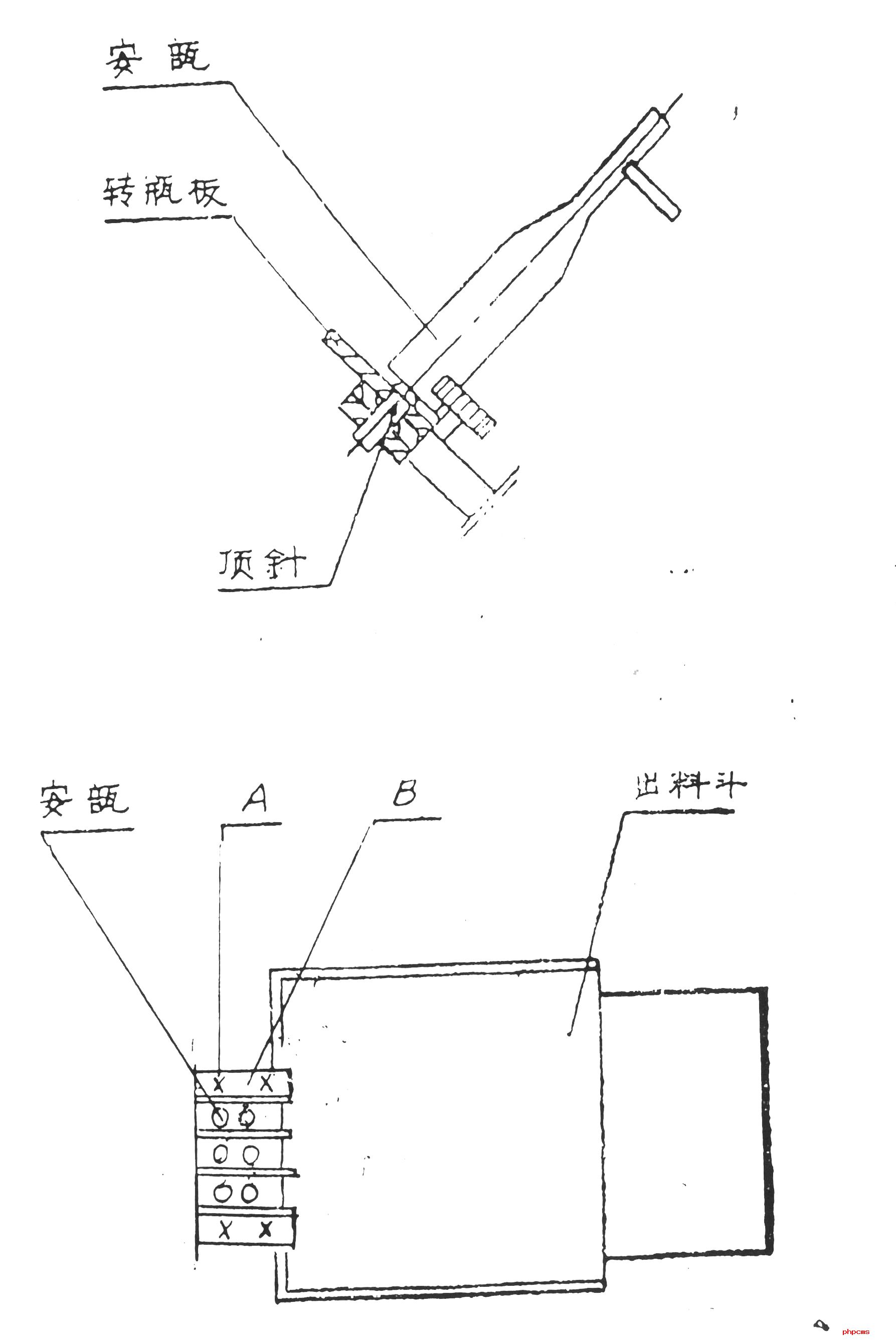
(六)出料斗上拦板的调节
当1~2毫升规格互换时,因安瓿直径大小不同,故须移动上拦板,方能使安瓿顺利推出。(见图十二)
调节时松开螺帽“A”,拦瓶板“B”就可前后移动以达到“a”尺寸,a=安瓿直径。
(七)自动止灌装置的调节:
自动止灌装置的作用是防止机器在生产过程中,遇着个别缺瓿或安瓿使用完但机器仍在运转,而不使药水注出,避免污损机器,防止浪费,其工作原理及调节方法如下
1、工作原理:
当转动齿板将安瓿搬到灌药水工位时,凸轮的凸面离开连杆沿凸轮面,逐渐下降,使压并座带着压并头靠扭簧力向下移,直到压住安瓿为止,此时由于触头由微型开关间隔已保持一定距离,顶杆受弹簧元力向右将顶杆拴住,则顶杆将带动顶杆套一起上移以使玻璃泵工作而达到灌液之目的。如果灌药水这按缺并时,则压并拴和压并块靠扭簧力继续下移。直到触头将顶杆拉向左方则吸铁顶杆套不动,以使玻璃泵不工作而达到自动停止灌液之目的。
2、调节方法:
当安瓿规格互换时,止灌装暑因安瓿直径大小而受到影响,为此可以利用压瓶拴上调节螺钉放长缩短来调节触头与压板之间的间隙,以保证灌装暑的作用。
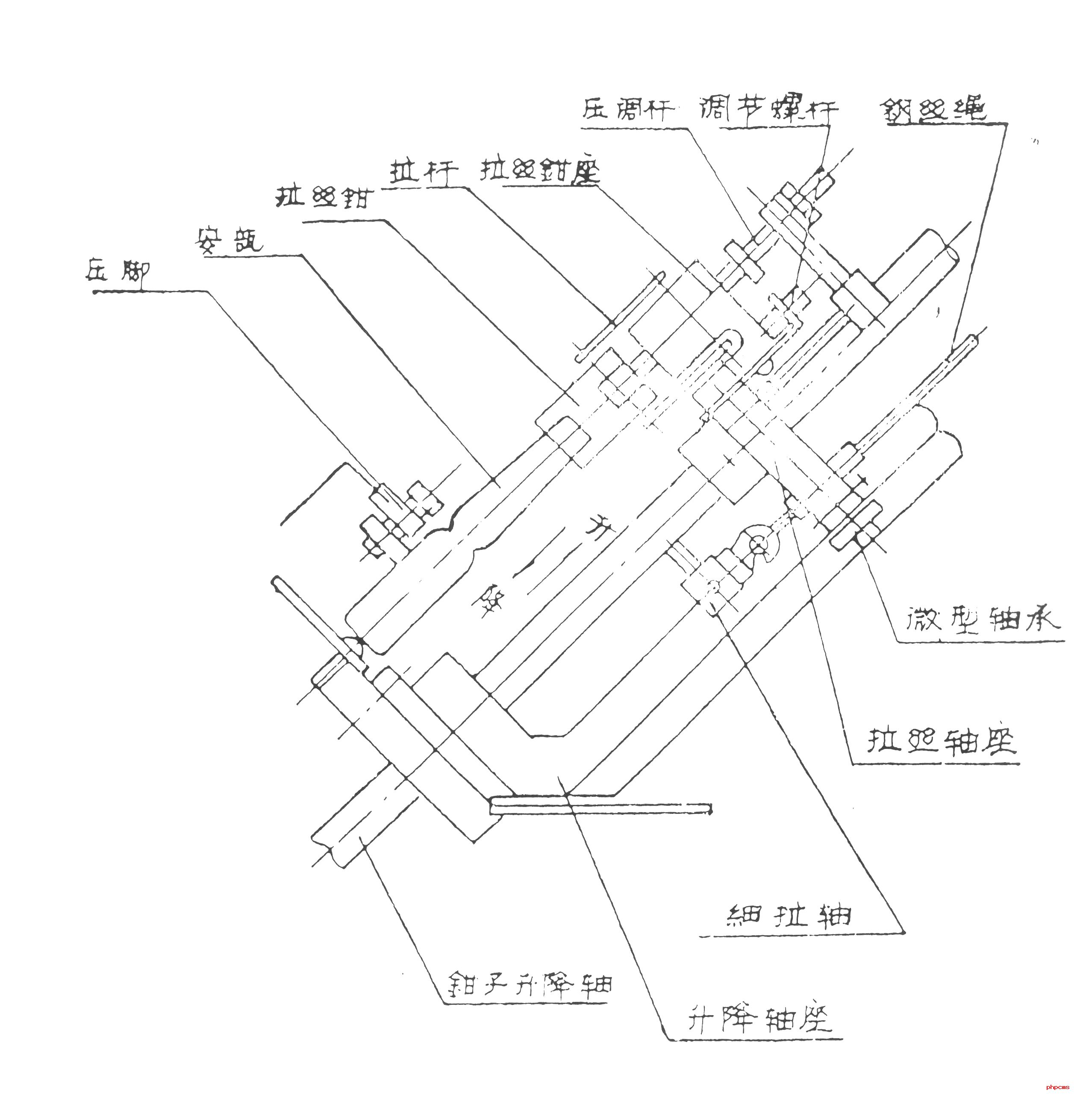
(八)拉丝钳组调节:
拉丝钳组作用是使已灌好药水的安瓿,经过予热后进行拉丝封口的过程。因此拉丝钳上下位置时间、调节得适当,对拉丝封口起相当大作用,为了达到此目的,可以按照下列步骤调节:
1、工作原理:
(Ⅰ)由主轴带动通过我敢和蜗轮传动到拉丝钳侧凸轮,拉丝钳也跟着作上下直线运动。(见图十四)
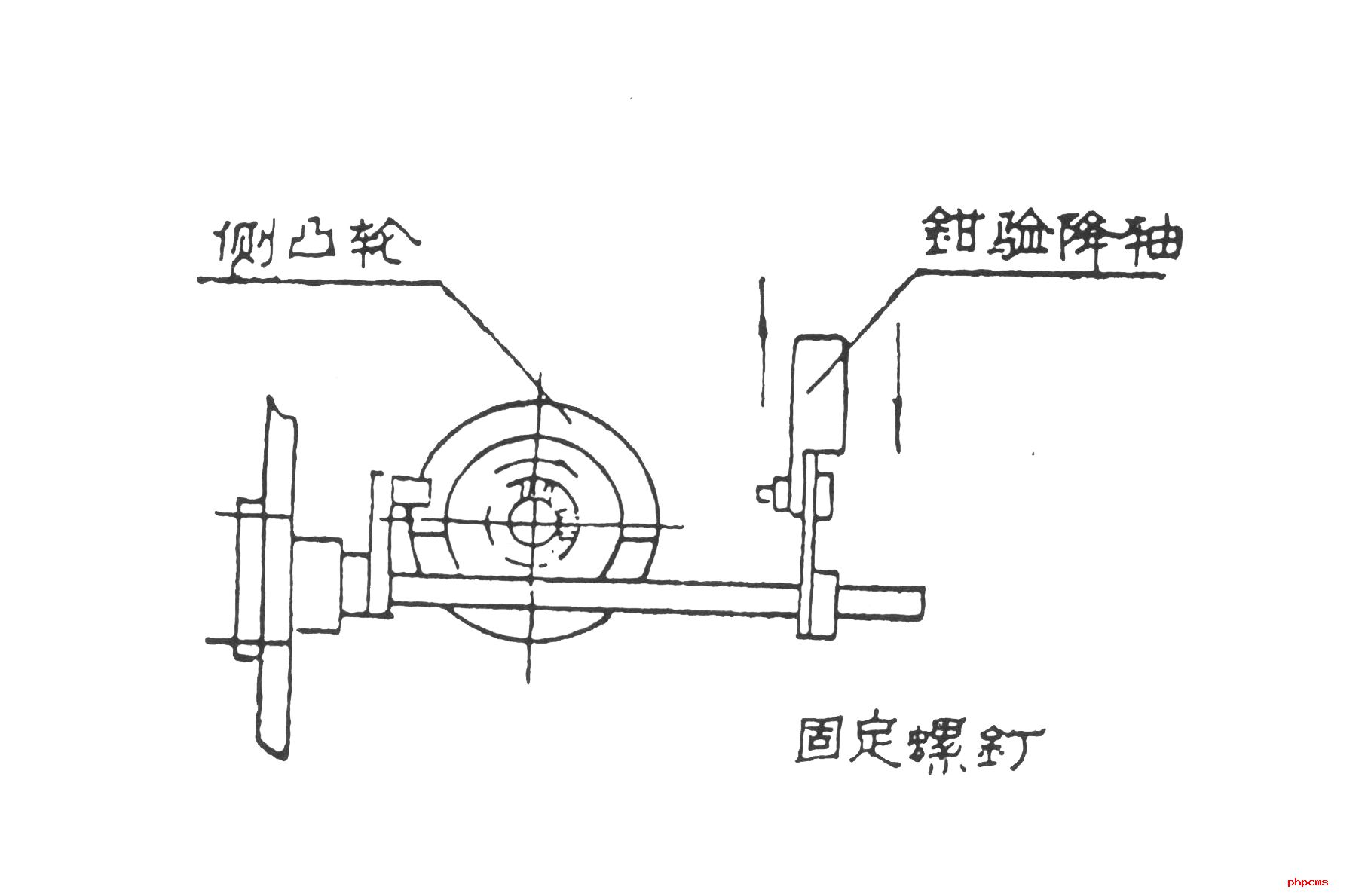
图十四
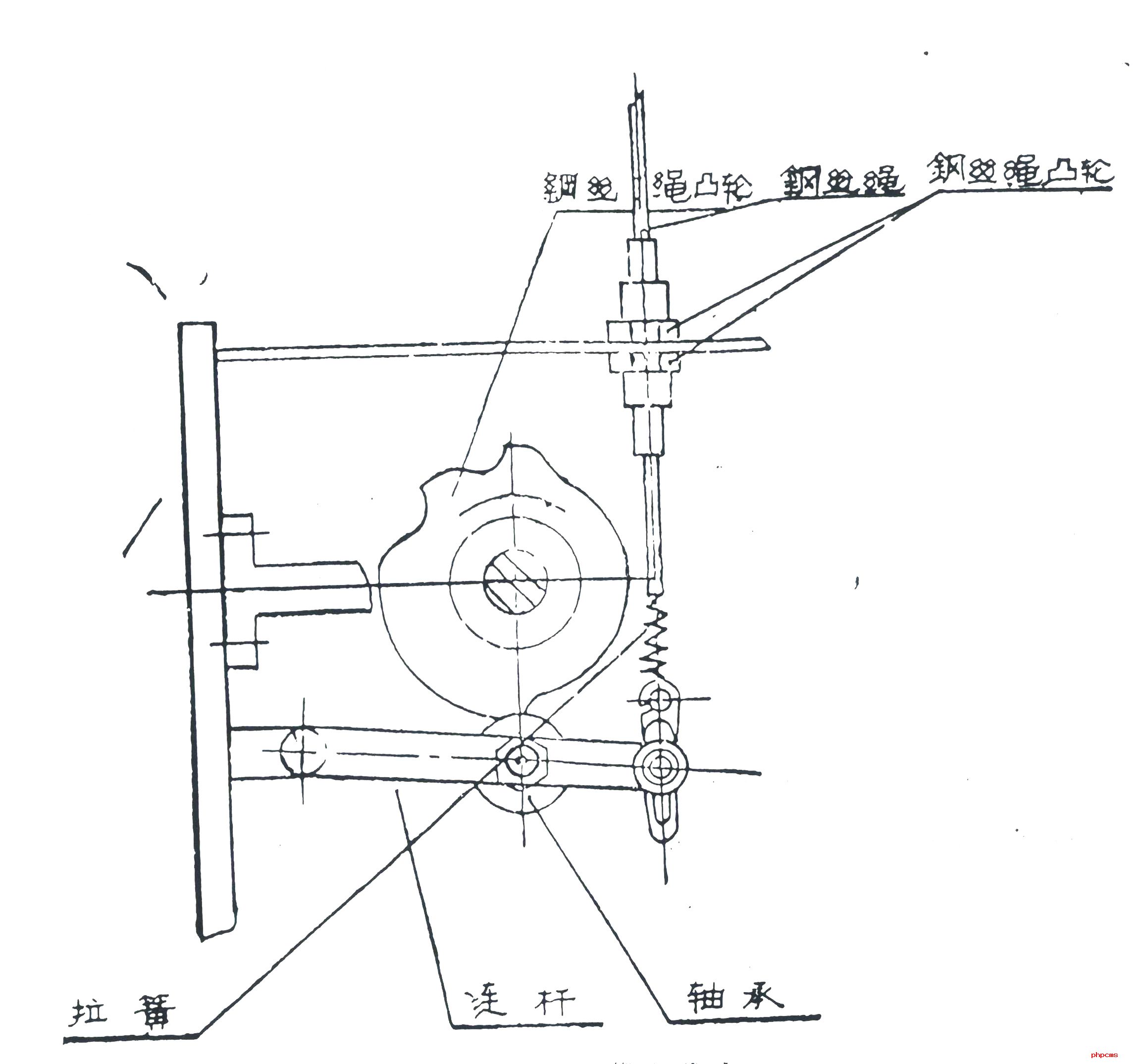
(Ⅱ)当拉丝钳下移到最低点位置时,拉丝钳迅速关闭,将熔化安瓿瓶颈央住,迅速上升到一定高度停止。形成拉丝过程。(见图十五)拉丝钳在最高点位置时,拉丝钳通过压调杆,压、放、钳子动作,压调杆通过细拉轴拉、放、动作、细拉轴通过钢丝绳,钢丝绳通过连杆和凸轮控制,作有规则动作。在拉丝钳上升到最高位置,因凸轮作用。连续二次关放,扰卓钳子上玻璃头,(见图十六)。侧凸轮(见图十四)将钳子升降轴,带着拉丝钳上升或下降,来完成所需动作,这样图十四、图十五、图十六,互相动作配合,协调来完成拉丝整个全过程。
图十五
图十六
2、调节方法
侧凸轮调节位置如否适当,直接影响,拉丝钳定位和拉丝时安瓿熔化时间有关,定位提早和推迟都对拉丝产生不利影响,通常将侧凸轮固定螺钉松开后(见图十四),将侧凸轮调节至拉丝钳为最低(见图十五),此时曲轴位置是将安瓿搬运至搁瓶架,再继续反时针旋转45°左右,同时调节钢丝绳凸轮位置为拉丝钳为闭钳状态,此时位置转为适宜,再通过调节,压调杆位置,和细拉轴位置和钢丝绳位置,相互反复与侧凸轮,钢丝绳凸轮,细心调节到拉丝最佳状态,即可连续运转。注意!此时所有紧固件均应固紧住,否则会移位而得不到满意结果。
五、机 器 使 用 及 保 养
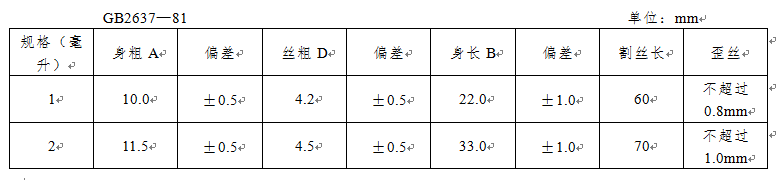
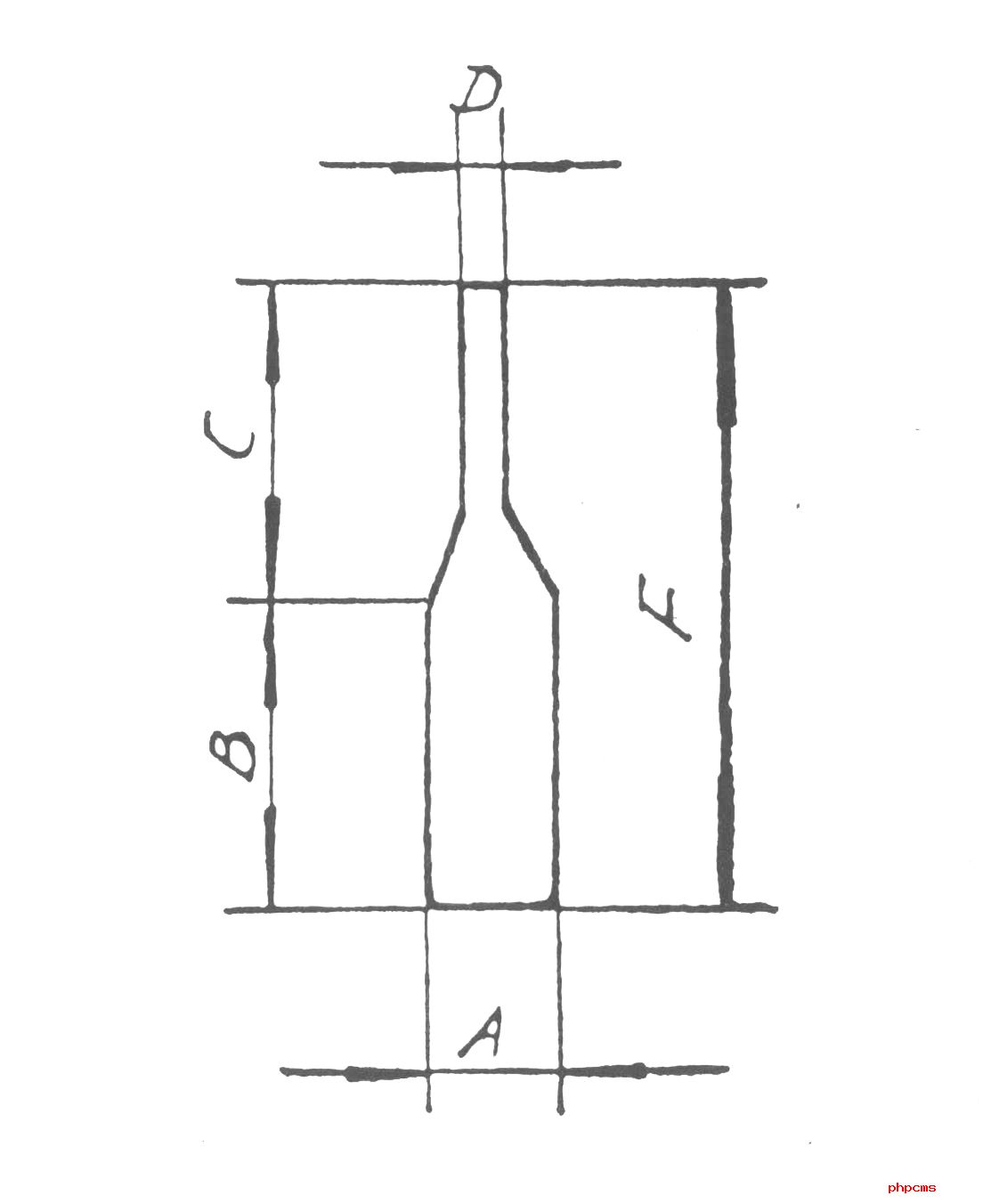
1、安瓿的选择,因为本灌封机是半自动化的机器,因此,对安瓿直径大、小、长、短均有要求,请参照下表:
2、每次开车前必须先用摇手柄转动机器,察看其转动是否有异状,确实判明正常后,才可开车。但请注意:开车前一定要先将摇手柄拉出,使伞齿轮脱离啮合,保证操作安全。
3、调整机器时,工具要使用适当,严禁用过大的工具或用力过猛来拆卸零件,避免损坏机件或影响机器性能。
4、每当机器进行调整后,一定要将松过的螺钉紧好,再用摇手柄转动机器,察看其动作是否符合要求后,方可以开车。
5、燃气头应该经常从火头之大小来判断是否良好,因为燃气头之小孔经过使用一定时间后,容易被积碳堵塞或小孔变形而影响火力。
6、灌封机火头上面要装排气管,能排除热量及燃气中的少量灰尘,同时又能保持室内温度、温度和清洁,对产品 质量和工作人员的健康有好处。
7、机器必须保持清洁,严禁机器上有油污、药液或玻璃碎屑,以免造成机器损蚀,故必须:
(1)机器在生产过程中,及时清除药液或玻璃碎屑。
(2)交班前应将机器各部清洁一次,并将各部加油一次。
(3)每周应大擦洗一次,特别是将品尝使用中不容易清洁到的地方擦净,并可以压缩空气吹净。
视频展示