安瓿瓶灌装封口机使用前的准备、检查和调节
(1)检查确认拉丝灌封机已清洗消毒待用,如不合格,用75%乙醇消毒管道、针头,再用注射用水冲洗。
(2)检查确认各连接密封完好,各阀门开启正常。
(3)检查确认各控制部分(电、气、仪表)正常。
(4)拉丝灌封机各部位调节:
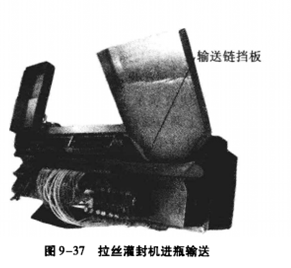
1)进瓶部分挡瓶板的调整:调整输送链的挡板,使安瓿落在输送链槽中,并与底板垂直,以保证安瓿输送平稳,避免产生夹瓶现象(图9—37)。
2)针架组的安瓿位置调整:在停机状态,用手轮输送一组(23支)空安瓿放置于针架上,旋松螺母(E),使安瓿与上固定板(D)及下固定板(F)互成九十度,再调整上固定板的高低,并使上固定板(D)距离安瓿IZl 17 1/1131,然后旋紧螺母(E),如图9—38所示。
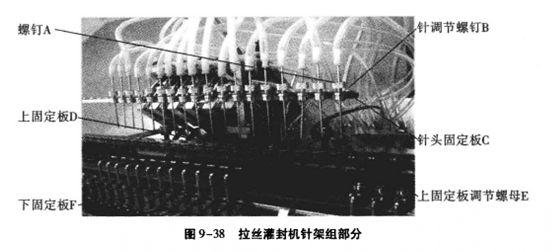
针架组的针头组的调节:针头组包括吹气组和灌装药液组。两组调节方法相同,特别是药液灌装,可以有针调节螺钉(B)调整松动,移动针头固定板(c),然后对准安瓿中心旋紧螺钉(B);接着调整整体行程到瓶颈部位,再调整螺钉(A)使针管微量上下移动至超过瓶颈2 mm处(图9—38),则使针头进入安瓿时不与安瓿口摩擦;转动手轮,针头架的针头向下移动的时机应该使安瓿刚刚搁到灌注药液(同吹气)这档齿板时,针头应开始插入安瓿口,当药液灌注好后,针口应在安瓿搬动前全部退至安瓿口外,一个一个针头调整,直到两组针头全部调整好为止。必须再用手轮多转几圈,查看机构工作情况。注意每只松动的紧固螺钉一定要在调整后旋紧。
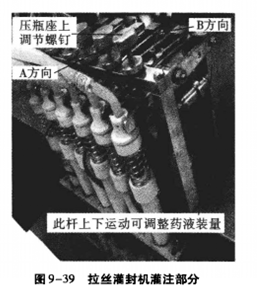
自动止灌装置的调节:自动止灌装置是防止机器在生产过程中,遇到个别缺瓶或安瓿使用完但机器仍在运转,而不使药水注出,避免污损机器,防止浪费。当安瓿规格变换时,可以利用压瓶座上调节螺钉放长与缩短来调节与压板之问的间隙,故拉杆栓不再拉出,而顶杆将带动顶杆套一起向上移动,使玻璃泵工作,进行灌液。遇到缺瓶时,压瓶座上调节螺钉要压住压板,钢丝绳将拉杆
栓拉出,顶杆带不动顶杆套,使玻璃泵不工作,停止灌液(图9-39)。
药液装置的调节:调节药液装置大小的方法有两种;一是松开扇子板上螺帽,移至左方向,装量增加;移至右方向,装量减少。二是松开横梁上调节螺帽,移至A方向,装量增加;移至B方向,装量减少。调准后,把螺帽拧紧(图9-39)。
燃气头的调节:本拉丝灌封机所用燃气为煤气加氧气或液化气加氧气两种。使用时煤气或液化气的压力控制在0.9~1kPa,氧气压力控制在0.08~0.1MPa,封口时将煤气(或液化气)和氧气按一定比例混合对安瓿进行加热。
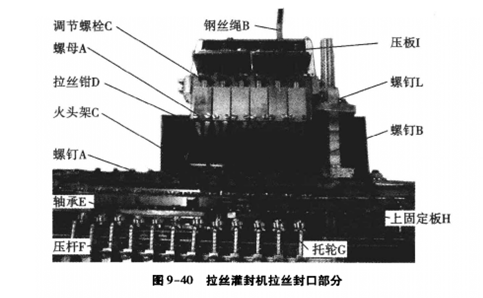
燃气头的调节包括火头大小调节和位置高低的调节:贮气罐中煤气和氧气分别由2组阀调节和控制火头大小。气体混合时,先开燃气阀,点燃后再慢慢打开氧气开关(注:切不可先开氧气开关),徐徐混合。分别旋转煤气(或液化气)和氧气调节阀,并控制煤气(或液化气)与氧气的比例,调至呈蓝色火焰(绿色或红色火焰表示温度降低,可以通过提高氧气的比例来改善)。另调节螺钉A,使火头架c的火焰与安瓿保持一定距离(约12mm),调整调节螺钉B,使火点的火焰距离安瓿口约8 n吼,然后根据安瓿预热或加热来调节火焰大小民,使拉丝封口光滑严密(与火焰大小、燃气位置高低及安瓿转动是否均匀有关)。如图9—40所示。
拉丝钳的调节:首先,调整压杆F使其上轴承E压在安瓿上旋转自如,同时托轮G及上固定板H使安瓿垂直于底板,保证旋转平稳。再旋转螺钉L对拉丝钳D进行粗调,使拉丝钳钳VI到达安瓿拉丝部位,观察拉丝f青况,然后对微调螺母A进行微调,修正钳VI位置,使拉丝钳拉丝达到技术要求。最后,调节螺栓c可微调钳口开合大小。前凸轮转动,使钢丝绳B上下运动,压板I上下摆动,从而使拉丝钳口D开闭。
本文作者:
宏精机械
本文链接:http://www.0731-cs.com/xinwenzixun/show_99.html
版权所有@转载时必须以链接形式注明作者和原始出处