安瓿封口方式有熔封和拉丝封口。熔封是指旋转安瓿瓶颈玻璃在火焰的加热下熔融,借助表面张力作用而闭合的一种封口形式。拉丝封口是指当旋转安瓿瓶颈玻璃在火焰加热下熔融时,采用机械方法将瓶颈闭口。国内熔封技术不过关,易发生漏气现象,故国家医药局有关文件规定:1990年底以后各针剂生产厂家应一律采用拉丝封口。
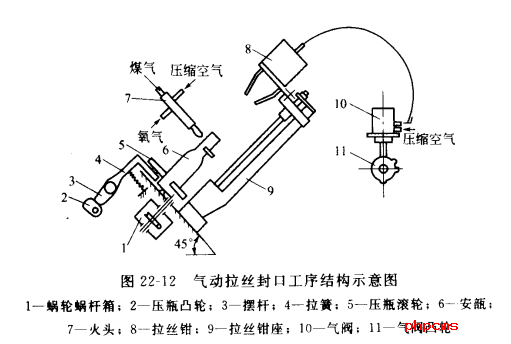
安瓿瓶灌装封口机拉丝封口主要由拉丝机构、加热部件及压瓶机构组成。拉丝机构包括拉丝钳、控制钳口开闭部分及钳子上下运动部分,其传动形式有气动拉丝和机械拉丝两种。它们两者不同之处在于控制钳口开闭部分,气动拉丝通过气阀凸轮控制压缩空气经管道进入拉丝钳使钳口开闭,而机械拉丝则由钢丝绳通过连杆和凸轮控制拉丝钳口开闭。气动拉丝结构简单,造价低,维修方便。机械拉丝结构复杂,制造精度要求高,适用于无气源的地方,且不存在排气的污染。下面详细介绍气动拉丝封口工作原理,气动拉丝封口工序结构示意如图22—12所示。
灌好药液并充人气体的安瓿经移瓶齿板作用进人如图22—12所示位置时,安瓿颈部靠在上固定齿板的齿槽上,安瓿下部放在蜗轮箱的滚轮上,底部则放在呈半圆形的支头上,安瓿上部由压瓶滚轮压住(压瓶滚轮的作用是防止拉丝钳拉安瓿颈丝时安瓿随拉丝钳移动)。此时,由于蜗轮转动带动滚轮旋转,从而使安瓿旋转,同时压瓶滚轮也旋转。加热火焰由煤气、压缩空气和氧气混合组成,火焰温度为1400'(2左右。对安瓿颈部需加热部位圆周加热到一定火候,拉丝钳口张开向下,当达到最低位置时,拉丝钳收口,将安瓿头部拉住,并向上将安瓿熔化丝头抽断而使安瓿闭合;当拉丝钳到达最高位置时,拉丝钳张开、闭合两次,将拉出的废丝头甩掉,这样整个拉丝动作完成。拉丝过程中拉丝钳的张合由气阀凸轮控制压缩空气。安瓿封口完成后,由于凸轮作用,摆杆将压瓶滚轮拉起,移瓶齿板将封口安瓿移至下一位置,未封口安瓿送人火焰进行下一个周期动作。封口火焰的调节是封口好坏的首要条件,封口温度一般调节在14000C, 由煤气和氧气压力控制,煤气压力大于0,98kPa,氧气压力为0.02—0.05MPa。火焰头部与安瓿瓶颈间最佳距离为lOmm,生产中拉丝火头前部还有预热火焰,当预热火焰使安瓿瓶颈加热到微红,再移人拉丝火焰熔化拉丝,有些灌封机在封口火焰后还设有保温火焰,使封好的安瓿慢慢冷却,以防止安瓿因突然冷却而发生爆裂现象。


相关产品关键词:
安瓿瓶灌装封口机,安瓿瓶拉丝灌封机
本文作者:
宏精机械
本文链接:http://205.yikaob.cn/xinwenzixun/show_100.html
版权所有@转载时必须以链接形式注明作者和原始出处